

特邦工业修补剂与基体主要靠化学键结合,所以表面处理的好坏在很大程度上决定了能否成功地完成修复。待修复工件的表面绝对不能有油脂、锈迹、尘土及水份,这些污物会使修补剂与待修工件表面的局部粘接性能下降,即使在压力不高的情况下也会引起涂层局部脱落和碎裂。从这个角度而言,确保良好结合强度的方法之一就是进行严格的表面处理。
1、常规表面处理
(1)油污比较严重必须用金属清洗剂3755清除。
(2)所有的游离物、铁锈及表面污染物,及原有的涂层必须要清除掉,如图2.1.1。
(a)可使用角磨机、砂布、锉刀或喷砂枪等工具,一方面可清除上述污物,另一方面可粗化待修表面,通过增加粘接面积来提高整个修复层与基体的结合力。使用角磨机时,需特别注意不要将待修面磨得太光,要磨得越粗糙越好。
(b)在可能的情况下,喷砂是最佳表面处理方法,特别适用于结构复杂设备的处理,喷砂的砂料应选用尖 角的磨料,如氧化铝、碳化硅等,磨料的尺寸为0.075~0.125mm为宜。
(3)表面油污应用金属清洗剂3755小心仔细清洗,如图2.1.2。要勤更换清洗用的棉布或脱脂棉,以防清洗棉上的污物二次污染工件表面。

用特邦工业修补剂进行“冷焊”,维修方法非常简便,基本工艺步骤为:表面处理→配制修补剂→涂敷→固化→机加工。每一步都有一些需特别注意的要点,掌握这些要点是您取得成功的关键。
(a)清洗除油应至少二次,一次在机械打磨之前,简单喷涂冲洗即可。第二次在打磨之后,施胶之前,要求特别仔细。直到冲下的清洗剂无任何油污或擦拭用的棉花上无油渍为止。
(b)被吸收浸渗到表层之内的油迹最好用加热的方式除油。可先用金属清洗剂3755除去表面油污,然后通过加热将油渍从表面的微孔中赶出来。
(4)不要在金属清洗剂3755清理后的表面未经干燥处理就直接涂敷修补剂;
(5)清洗后的表面应尽快涂敷特邦工业修补剂,以免清洗后的表面再次生锈、氧化或污染;
(6)不要用手摸清洗后的表面。如果手触摸了,一定要用清洗剂再清洗一遍;
(7)修补时不得有任何液体进入待修表面。
2、油面修复的表面处理
工作状态的油箱、油罐、油管产生泄漏、渗漏,修复时要做到彻底除油往往非常困难,特邦产品只有油面修补剂8528可以带油粘接,但修复前表面必须经过下列处理步骤:
(1)擦去待修位的油泥;
(2)用断锯片、砂布或砂轮等除去表层油漆(包括原来堵漏用的修补剂),露出金属基体;
(3)如果不能关闭作业系统,必须首先止漏,如:压力小时( <0.2 MPa)用胶棒堵,压力大时 (0.20.4MPa)用木塞或铅条塞入漏点,如图2.1.3,压力太大(>0.4MPa)用螺钉止漏;
(4)止漏后用金属清洗剂3755洗去修复部位表面的浮油。
3、湿面修复的表面处理
表面潮湿的原因很多,如天气潮湿、冷凝水、泄漏,用一般的特邦工业修补剂必须使表面干燥,只有湿面修补剂8626可以透过潮湿的界面甚至在水中与基体粘接。除特邦8626之外的特邦产品表面处理步骤如下:
(1)必须先止住泄漏或渗漏,有时只需关掉阀门即可,如果不允许关闭作业系统,必须先止漏,方法同油面修复的表面处理之(3);
(2)如果泄漏是由腐蚀引起的,漏点周围金属壁变的很薄、很疏松,此时可先将孔扩大到原壁厚处,然后再堵。
(3)用吸水材料擦去表面冷凝水、湿迹及污物,余下的湿气可通过加热吹干;
(4)后续步骤见常规表面处理(1)~(7);
(5)用特邦湿面修补剂8626可简化除湿步骤,但必须打磨除去表面锈迹、油漆及疏松层。并清洗表面油污之后,才可施胶。
二、配制(混合)
对于双组分的修补剂,本剂A与固化剂B有一个严格的配比,因为本剂中只有加入准确的固化剂量才能保证完全固化,并获得最佳的物理机械性能、化学性能与强韧性。
1、准确配比
每种组分应使用各自的取胶板从相应的胶盒内按配比取出。如果一个包装不是一次用完,必须按说明书中指定的配合比严格称量,配比量在产品的内外包装及说明书中均有注明。
我们推荐您使用重量比,称量工具最好用精度为1g的天平。现场施工有时称量不方便,也可以目测体积比来配制,但一定要用量杯、量勺尽可能准确地取料。
2、混合均匀
本剂A与固化剂B的颜色不同,正确的混合方法是沿一个方向搅动、碾压,使A、B组分不同颜色的条纹完全消失至颜色一致,顺滑的修补剂出现为止,也就是说必须保证彻底均匀地混合,如图2.2.1。
如果是糊状材料,在干净的塑料板上进行配制最方便,也更容易混合均匀。混合工具可用干净的胶刀或油灰铲。如果是液状材料,应选择一个适合的容器。
3、其它
(1)对于紧急修补类产品,如TB8528,尤其在夏季施工时,每次配制量不宜超过20g,以防施工前产生硬化。
(2)配制过程中有时空气会混进修补剂而产生气泡,可在塑料板上用胶刀将修补剂摊开,放慢搅拌速度将气泡排出去。
(1)特邦糊状材料在使用时应选择宽度适合于修补面的刮刀,将混合后的修补剂用力反复在待修表面来回涂抹,以确保该表面完全被修补剂浸润。如果待修复表面需要的涂层较厚,则应先将待修复表面薄薄地涂一层,然后再层层涂抹,并压实胶层以避免空气残留产生气泡。
(2)特邦液体材料可用硬鬃毛刷子或橡皮刷涂,也可用胶刀刮涂。
(3)进行结构粘接时,应先将表面涂上适合结构粘接的特邦结构胶,然后再将这两个表面紧紧地挤压在一起,并固定直至完全固化。在修补过程中如有多余物被挤出,应在其固化之前清除掉。
(4)特邦修复层不经加工而用高光洁度的模具成型,可形成一个光洁度极高的涂层表面。
(5)有时特邦产品涂层固化后需涂敷另一种修补剂来补强,这种方法是可行的,因为任何两种特邦修补剂相互结合都不会产生不良反应,但请注意:应先打磨粗化底层的修补剂表面,清洗后再涂敷另一种修补剂,否则两个涂层之间的结合强度将是很低的
1、固化反应及影响因素
(1)固化反应
特邦工业修补剂固化过程分几个物理阶段。在这几个阶段中值得注意的是固化的初硬点。将A、B组分充分混合后,固化反应开始,随反应的进行,修补剂分子链段的长度增加,粘度越来越高,直到成为半固体状态。从顺滑的修补剂到涂层开始硬化的交界点,我们称为初硬点,在此之前的时间段为修补剂的初硬阶段,又称适用期,适用期内修补剂与基体的浸润性最好,扩散、流变、渗透的效果最充分,所以一定要在此之前完成混和、涂敷工序。
修补剂到达初硬点的快慢对于涂层最终的物理性能、化学性能影响很大。固化反应为放热反应,A、B组分一经混合,反应热会持续产生,直到放热高峰,在最高放热点保持一个短暂的时间后,放热量将越来越小。 反应释放热的多少取决于产品的类型和配制量的多少。
混合500g产生的热量比混合100g要大得多。在同样配制量的前提下,紧急修补系列产品的放热量比其它产品要大得多。
混合好的修补剂只有通过充分彻底的反应,才能实现最终的完全固化,修补剂的分子合金才能形成三维交叉网络结构,使涂层表现出优异的耐磨性、耐腐蚀性、强韧性及耐温性。
(2)温度对固化过程的影响
提高温度可以加快固化速度。
不管是提高环境温度,还是提高待修工件表面的温度或修补剂本身的温度,都可加速固化反应,缩短修补剂的适用期。
反之,降低温度可延缓固化时间,温度过低固化反应将变得非常缓慢。
适用期内修补剂的固化温度应维持在15~45℃的范围内,除8528可在0℃左右施工外,温度低于15℃时,修补剂将不固化或固化不彻底。而没有完全固化的涂层,其物理性能、化学性能将是非常差的。冬季施工时,修补剂遇冷会出现凝结硬化现象,加热后方可调配使用,加温方式可用电炉、碘钨灯、电吹风等,切不可用火焰直接加热。
而混合好的修补剂在45℃以上使用时,会大大缩短适用期,固化速度将变得非常快。
固化时急冷急热也会导致涂层的快速收缩与膨胀,会使涂层的三维交联网产生内应力导致涂层性能下降。
(3)配制量对固化过程的影响
反应热的生成有益于固化速度的提高,适用期将缩短。配制量越多,产生的反应热就越多,固化反应就越快,修补剂的适用期就越短。所以当配制量太大,同时环境温度较高时,应安排好施工时间或采用一些散热措施。如配制时用大调胶板,尽可能将修补剂摊开以利散热,或在一块易于散热的紫铜板上配制等等。
紧急修补系列产品,尤其是TB8528,固化反应速度极快,除混合后抓紧施工外,还可以减少配制量来降低反应热,使反应速度降低。
(4)完全固化
特邦产品涂层初硬之后25℃以上时24小时可使涂层完全固化。这个阶段所需的固化时间由温度决定。只有修复层完全固化之后才能投入满负荷运行。
如果需要缩短施工时间,特邦产品涂层在常温下达到初固化后,可对修补位进行加温,以加速固化,使涂层迅速达到最高强度,称强制固化,一般说来,加热80℃~100℃保温3小时即可。
(5)低温工况下的固化
当待修表面的温度在15℃以下,特邦产品(除8528可在低温固化外)必须采用适当的加热方式才能保证涂层固化,如图2.3.1,方法如下:
-用喷灯从侧面加热待修补的基体部位。注意切不可将火焰直接接触特邦产品涂层(离涂层20cm处放置一个金属保护板,火焰喷到板上,而不使保护板烧红);加热方式一定要先加热基体金属,通过基体金属传热于特邦产品涂层,以达到涂层固化。
-从修补位大约50cm处用红外灯、碘钨灯、电炉或其它热源加热。
-将工件整体放入烘箱或加热炉内加热,温度不得高于80℃。
(6)高温工况下的固化
如果待修工件的表面温度大于45℃时,直接涂敷特邦工业修补剂,会使涂层固化得太快以致于破坏固化过程中的分子结构,使涂层的强韧性和耐介质性能降低。所以在修补剂的适用期内一定要使涂层湿度保持在20~45℃之间,初硬之后再升温固化。对于表面温度过高的工件,可先将修补剂冻到10℃以下再涂敷。
2、后固化
特邦工业修补剂在常温下达到完全固化后,分子间反应基本停止。如果此时将修复层加温到100℃并保持恒温24小时,分子反应还将有所继续,分子密度将不断增加,这一过程称为后固化。
后固化通常可提高修复层综合性能的20~30%,理论上讲提高幅度如下:
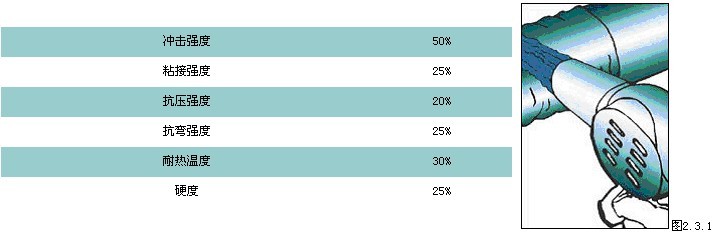
实际提高的幅度与现场施工时的操作技术、表面处理情况、修补剂的混合程度及修补剂的用量有关。
如果特邦工业修补剂修复或保护的设备将在高温、高冲击或强化学腐蚀条件下作业,或是使用环境接近修补剂的极限时,应通过后固化进一步提高修补剂性能。